
ID : 5796
编程
对各参数的确定方法和编程方法进行说明。
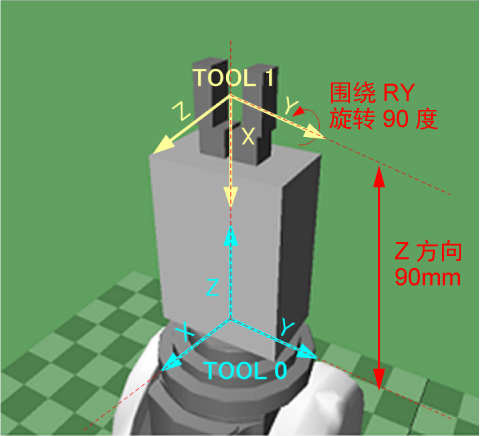
TOOL坐标
实施示例中,夹治具在TOOL坐标的Z方向偏移90mm。
另外,在工件取出和压入位置的状态下,围绕TOOL坐标中的RY旋转90deg。
TOOL1坐标:X=0 , Y=0 , Z=90 , RX=0 , RY=90 , RZ=0
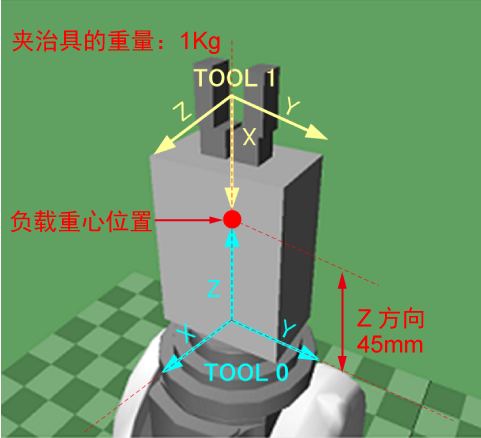
内部负载条件
依从功能需要实际的夹治具和工件质量以及重心位置。
- 前端负载质量:1kg(夹治具的重量)
- 负载重心位置: X = 0 mm, Y = 0 mm, Z = 45 mm
参数详情
对机器人处于下图姿势时设定“TOOL1”沿Z方向执行依从(效仿方向)功能的各参数进行说明。
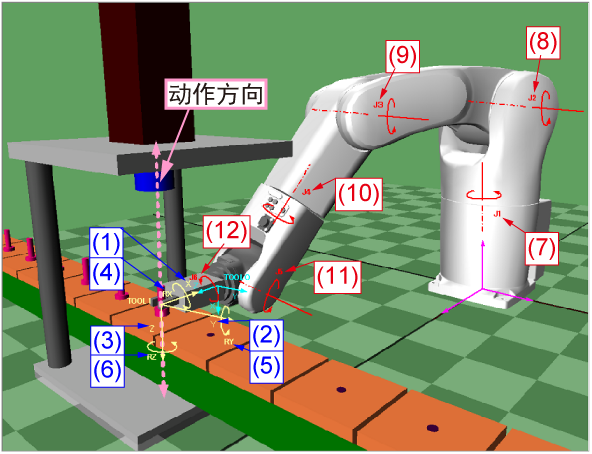
| 坐标系参数 | |||
|---|---|---|---|
| No. | TOOL坐标系 | 目标控制力 | 偏差允许值 |
| (1) | X | 100[N] | 10[mm] |
| (2) | Y | 100[N] | 10[mm] |
| (3) | Z | 0[N] | 100[mm] |
| (4) | RX | 10[Nm] | 10[deg] |
| (5) | RY | 10[Nm] | 10[deg] |
| (6) | RZ | 10[Nm] | 10[deg] |
| 各轴参数 | |||
|---|---|---|---|
| No. | 轴 | 轴电流限制值 | 轴偏差允许值 |
| (7) | 1轴 | 100[%] | 50[deg] |
| (8) | 2轴 | 0[%] | 100[deg] |
| (9) | 3轴 | 0[%] | 100[deg] |
| (10) | 4轴 | 100[%] | 50[deg] |
| (11) | 5轴 | 0[%] | 100[deg] |
| (12) | 6轴 | 100[%] | 50[deg] |
- 力和电流限制的值仅为参考值。
- 根据姿势、仿效方向、夹治具重量等,上表中的值可能过柔。实机需要根据实际零件进行调整。
- 其它需要根据实际零件进行调整的参数还有粘性和柔度。
-
为按照目标控制力进行效仿,需要将影响该方向的轴的电流限制值设定为0%,但是,将电流限制值设定为0%后,机器人动作的跟踪性将变差,可能无法顺利完成动作。
为使其按照预期的力进行效仿,需要结合实际设备调整目标控制力和电流限制值。
坐标系参数
| 目标控制力(力) | 用于控制机器人的力,输出的力不超过设定力。(范围为0~) 如果减小该值,则较小外力即可使机器人动作。 实施示例中,通过将Z方向设定为0[N],较容易效仿Z方向的外力。将X方向和Y方向设定为100[N],RX、RY和RZ设定为10[Nm]后,其它方向和旋转系的伺服保持处于有效状态。 |
|---|---|
| 偏差允许值 (PosEralw=位置偏差值) |
设定前端的伺服偏差允许值。(范围为0~) 增大该值后,则即使效仿动作的偏差增加也不会发生偏差相关的错误。 在实施示例中,通过将Z方向设定为100[mm],可通过效仿动作移动100[mm]。将X方向和Y方向设定为10[mm],RX、RY、RZ设定为10[deg]时,应考虑外力会造成多少允许偏差。 |
各轴参数
| 轴电流限制值 [CurLmt=电流限制值] |
设定各轴电机的扭矩值(电流值)。(范围为0~100[%]) 100[%]为额定,通过减小数值降低扭矩值(电流值)来实现柔度。 在实施示例中,效仿TOOL坐标系的Z方向时,由于向2轴、3轴、5轴施加负荷,因此设定为0[%]。由于1轴、4轴、6轴多少会施加负荷,因此设定为100[%]。 |
|---|---|
| 轴偏差允许值 (Eralw=各轴允许偏差) |
设定各轴的伺服偏差允许值。(范围为0~) 如果已限制电流的轴承受外力,则各关节将旋转,即使偏差增加也不会发生偏差相关的错误。 在实施示例中,效仿TOOL坐标系的Z方向时,由于向2轴、3轴、5轴施加负荷,因此设定为100[deg]。由于1轴、4轴、6轴多少会施加负荷,因此设定为50[deg]。 |
教导位置
实施示例中为TOOL1时的教导位置。
| P1 | 工件取出位置 | X=200、Y=460、Z=220、RX=180、RY=0、RZ=-90、FIG=1 |
| P2 | 压床的前方位置 | X=390、Y=-200、Z=180、RX=180、RY=0、RZ=-180、FIG=1 |
| P3 | 压入位置 | X=600、Y=-200、Z=105、RX=180、RY=0、RZ=-180、FIG=1 |
编程示例
Samp.pcs
主程序
#Include "CompOn.pcs"
#Include "CompOff.pcs"
Sub Main
TakeArm
'--- 内部负荷 ---
V1 = V(0,0,45) '在V1中写入重心位置
PayLoad 1000 , V1 '在V1中设定质量1000g、重心位置
'--- TOOL1 ---
P0 = P(0,0,90,0,90,0) '在P0中写入TOOL1中设定的值
Tool 1, P0 '通过P0中的数值设定TOOL1
ChangeTool 1 '更改TOOL1
'--- 取出工件 ---
Approach P,P1,@P 80
Move L,@P P1
'夹治具卡盘
Depart L,@P 80
'--- 移动至挤压前位置 ---
Move P,@P P2
'--- 压入位置 ---
Approach P,P3,@P 70
Move L,@P P3
Call CompOn '依从有效
'起动挤压机
'压入中
'压入完成
'挤压机上升
Call CompOFF '依从无效
'夹治具松开
Depart L,@P 70
'--- 移动至挤压前位置 ---
Move P,@P P2
End SubCompOn.pcs
依从有效
Sub Main
'--- 依从参数的设定 ---
P11 = P(100, 100, 0, 10, 10, 10) '坐标系:力值的设定值
P12 = P(10,10,100,10,10,10) '坐标系:允许位置偏差的设定值
J11 = J(100,0,0,100,0,100) '各轴:电流限制值的设定值
J12 = J(50,100,100,50,100,50) '各轴:允许偏差的设定值
ForceParam 1, 1, P11, PosEralw = P12, CurLmt = J11, Eralw = J12
'---将依从功能设为有效。---
ForceCtrl On, 1
End SubCompOff.pcs
依从无效
Sub Main
'---将依从功能设为无效。---
ForceCtrl Off
End SubID : 5796